
航空航天復雜曲面零件加工球頭刀具
在機加領域對于曲面零件、曲面工模器具等復雜曲面工件通常選用加工中心進行加工,在機加各領域中曲面零件加工十分廣泛,如:輪機葉片、船艦螺旋槳、各圓柱圓錐面的零部件加工等等;在進行曲面加工時一般采用銑削的方式,銑削工件曲面需要注意哪些方面?
曲面零件的數控加工中心進行的加工流程為:粗加工(開粗)—半精加工—精加工—細節處理。
開粗:對曲面零件的毛坯件進行初步處理時,為了提高銑削效率,可以根據被加工曲面給出的余量,用立銑刀按照等高面逐層地進行銑削,粗銑后曲面的形狀會層次狀分布、臺階高度則視粗銑精度而定。粗加工時由于加工余量和切削用量均較大,因此在切削過程中產生大量的切削熱,刀具容易磨損,使用切削液冷卻進行加工能有效降低切削區域溫度,起到潤滑和冷卻作用。
半精加工:半精加工是在開粗后進行加工的階段,銑掉粗銑步驟中留下的多余部分余量,半精銑應采用球頭銑刀來進行,其行距和步距應該比精銑大一些,且半精加工應當為后面的精銑加工工序留出0.5毫米左右的加工余量。經過這道工序,被加工表面形狀已經接近于成品曲面。
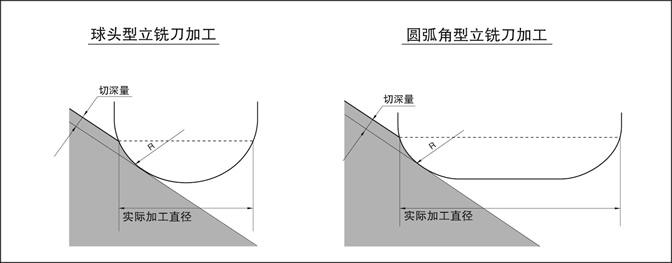
航空航天復雜曲面零件加工球頭刀具球頭型銑刀的刃徑是先端R的2倍,圓弧角型立銑刀的刃徑則不受先端R尺寸的影響,可以選擇較大值,刃徑增大,切削條件會得到優化;
球型銑削刀具的剛性隨刃徑的增大而提高,尤其是對于小口徑刀具,可將其偏擺抑制在最小范圍內,實現穩定的加工;實際加工直徑增大、可實現切削速度的提高、從而提高加工表面精度、刀具使用壽命。
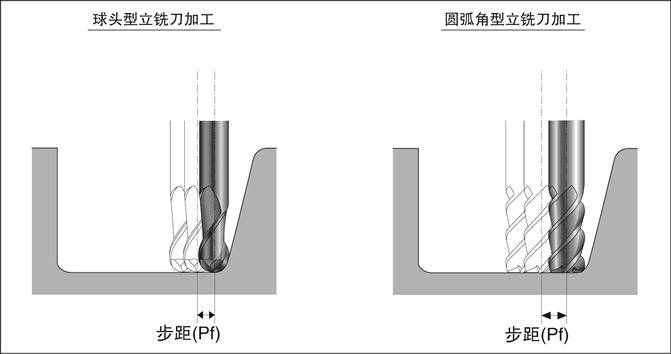
提高平坦部位的加工效率
在曲面零件加工時與球頭型立銑刀相比,圓弧角型立銑刀能夠獲得更大的步距值,可切實提高粗加工時的加工效率。
精加工:精加工是最終加工出成品曲面的最后一道工序,精加工的刀具首選球頭銑刀,通常采用行切法;在編程時需注意折返點的選擇和進給速度的確定,對于開敞性較好的零件而言,折返點應當選在曲表的外面,把曲面適當地向外延伸一點;
而對于開敞性不好的零件,由于折返過程中切削速度會發生變化,很容易在已加工表面上及阻擋面上,留下由停頓和振動產生的刀痕,則應將折返點選在離開阻擋面的位置,并且在折返時要降低進給速度。對曲面和阻擋面相貫線應單作一個清根程序另外進行加工,這樣就能夠保證被加工曲面與阻擋面光滑連接,避免產生明顯的刀痕。
加工曲面工件的刀具主要為球頭銑刀
球頭銑刀材質由于結構和運動方式的原因,球頭銑刀在刀尖處的切削速度很低。在使用球頭銑刀,垂直于被加工面銑削比較平緩的曲面時,刀尖切出的表面質量會比較差。所以,應盡量不用刀尖切削,還應適當提高主軸轉速;對復雜曲面、異面零件的加工能很好體現出加工中心加工性能。
航空航天復雜曲面零件加工球頭刀具
在機加領域對于曲面零件、曲面工模器具等復雜曲面工件通常選用加工中心進行加工,在機加各領域中曲面零件加工十分廣泛,如:輪機葉片、船艦螺旋槳、各圓柱圓錐面的零部件加工等等;在進行曲面加工時一般采用銑削的方式,銑削工件曲面需要注意哪些方面?
曲面零件的數控加工中心進行的加工流程為:粗加工(開粗)—半精加工—精加工—細節處理。
開粗:對曲面零件的毛坯件進行初步處理時,為了提高銑削效率,可以根據被加工曲面給出的余量,用立銑刀按照等高面逐層地進行銑削,粗銑后曲面的形狀會層次狀分布、臺階高度則視粗銑精度而定。粗加工時由于加工余量和切削用量均較大,因此在切削過程中產生大量的切削熱,刀具容易磨損,使用切削液冷卻進行加工能有效降低切削區域溫度,起到潤滑和冷卻作用。
半精加工:半精加工是在開粗后進行加工的階段,銑掉粗銑步驟中留下的多余部分余量,半精銑應采用球頭銑刀來進行,其行距和步距應該比精銑大一些,且半精加工應當為后面的精銑加工工序留出0.5毫米左右的加工余量。經過這道工序,被加工表面形狀已經接近于成品曲面。
航空航天復雜曲面零件加工球頭刀具球頭型銑刀的刃徑是先端R的2倍,圓弧角型立銑刀的刃徑則不受先端R尺寸的影響,可以選擇較大值,刃徑增大,切削條件會得到優化;
球型銑削刀具的剛性隨刃徑的增大而提高,尤其是對于小口徑刀具,可將其偏擺抑制在最小范圍內,實現穩定的加工;實際加工直徑增大、可實現切削速度的提高、從而提高加工表面精度、刀具使用壽命。
提高平坦部位的加工效率
在曲面零件加工時與球頭型立銑刀相比,圓弧角型立銑刀能夠獲得更大的步距值,可切實提高粗加工時的加工效率。
精加工:精加工是最終加工出成品曲面的最后一道工序,精加工的刀具首選球頭銑刀,通常采用行切法;在編程時需注意折返點的選擇和進給速度的確定,對于開敞性較好的零件而言,折返點應當選在曲表的外面,把曲面適當地向外延伸一點;
而對于開敞性不好的零件,由于折返過程中切削速度會發生變化,很容易在已加工表面上及阻擋面上,留下由停頓和振動產生的刀痕,則應將折返點選在離開阻擋面的位置,并且在折返時要降低進給速度。對曲面和阻擋面相貫線應單作一個清根程序另外進行加工,這樣就能夠保證被加工曲面與阻擋面光滑連接,避免產生明顯的刀痕。
加工曲面工件的刀具主要為球頭銑刀
球頭銑刀材質由于結構和運動方式的原因,球頭銑刀在刀尖處的切削速度很低。在使用球頭銑刀,垂直于被加工面銑削比較平緩的曲面時,刀尖切出的表面質量會比較差。所以,應盡量不用刀尖切削,還應適當提高主軸轉速;對復雜曲面、異面零件的加工能很好體現出加工中心加工性能。